


































-
2024-06-11
中频感应熔进线电压
对于1000KW 以下的中频电源一般采用三相五线制 380V,50HZ 工业用电,配置 6 脉冲单整流中频电源;对于 1000KWY 以上的中频电源则侧重于使用 660V 进线电压(有的厂 家使用 575V 或 750V,由于 575VZ 或 750V 是非标准的电压等级,配件不好选购,建议不要选择使用)配置 12 脉冲的双整流中频电源,原因有二:一是通过提高进线电压提高额定工作电压;二是大功率产
-
2024-06-11
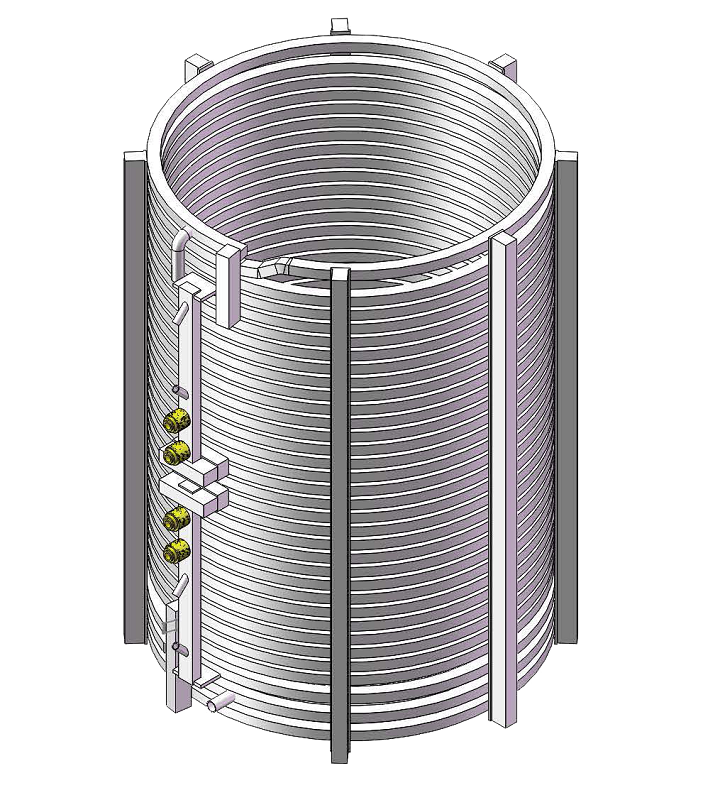
相对铝壳炉,钢壳炉的优点
(1)坚固耐用,美观大方,尤其是大容量炉体,需要较强的刚性结构,从倾炉的安全角度, 尽量使用钢壳炉。(2)矽钢片制成的磁轭对感应线圈产生的磁力线起到了屏蔽和发射,减少了漏磁,提高了热 效率,增大了产量,节能 5%-8%左右。(3)炉盖的存在减少了热量的损失,也提高了设备的安全性。(4)使用寿命长,铝在高温下氧化的比较严重,造成金属韧性疲乏。在铸造企业现场,经常 看到使用一年左右的铝壳炉炉壳破烂不堪
-
2024-06-11
工频感应炉
工频感应炉是以工业频率的电流(50或60赫兹)作为电源的感应电炉。工频感应电炉已发展成一种用途比较广泛的冶炼设备。它主要作为熔化炉用来冶炼灰口铸铁、可锻铸铁、球墨铸铁和合金铸铁。此外,还作为保温炉使用,同前,工频感应炉已代替冲天炉成为铸造生产方面的。主要设备,和冲天炉相比,工频感应炉具有铁水成分和温度易于控制、铸件中的气体与夹杂物的合量低、不污染环境、节约能源和改善了劳动条件等许多优点。因此,近年
-
2024-06-11
中频感应炉和工额感应炉相比具有以下优点
(1)熔化速度快,生产效率高。中频感应炉的功率密度大,每吨钢液的功率配置比工频感应炉约大20一30%。因此,在相同条件下中频感应炉的熔化速度快,生产效率高。(2)适应性强,使用灵活。中频感应炉每炉钢液可以全部出净,更换钢种方便;而工频感应炉每炉钢液不允许出净,必须保留一部分钢液供下炉启动,因此更换钢种不方便,只适用于冶炼单一品种钢。(3)电磁搅拌效果较好。由于钢液承受的电磁力是与电源频率的平方根成
-
2024-06-11
(真空)感应炉冶炼原理和特点
原理:感应电炉工作原理基于电磁感应和电流热效应原理。当交变电流通过感应圈时,在线圈周围产生交变磁场,炉内导电材料在交变磁场作用下产生感应电势.在炉料表面一定深度,形成电流(涡流)。炉料靠涡流加热熔化。如果炉内熔化的是钢铁金属材料.处在强磁场中的钢液受到电磁力的作用产生强烈的运动。磁场对钢液的这种作用称为电磁搅拌作用。同一匹线圈产生的磁场对埚内两侧有作用力,由于埚中部磁场强度最大。坩埚中部受压力最大
-
2024-06-11
真空感应炉熔炼和浇注
熔炼:真空感应炉冶炼所用原料必须清洁、无油、无锈、无污物。称量准确。(1) 装料:装料时,要上松下紧,一次装完,补加的合金小料装入炉盖上的料仓内。返回 钢、纯铁、镍、铬、铝、钨、钴、高钒等可装入坩埚内。返回钢在底部,纯铁在四周,钴在底部或中下部,镍在中下部,铬在中部,钼、钨、高钒在中上部,铜在中上部。其它补加的合金料按如下顺序加人料仓:硅、钛、铝、铌、锰、硅钙、硼铁、钙、稀土、碳。装料的同时,把
-
2024-06-11
真空感应炉特殊情况处理
(1) 破真空:遇有下列情况需破真空。炉料严重架桥;真空度达不到要求,检查炉内是漏水、渗水;低真空有严重打弧。(2) 突然停电时,迅速关闭所有阀门。(3) 功率表、电流表、电压表指针突然剧烈摆动,要注意发生漏炉,立即停电,如果料全熔,可加入合金小料,倾动坩埚搅拌。关用所有阀门,停泵出钢。(4) 熔炼过程中,需调节补偿电容值,必须先调励磁调节钮,使中频电流、中频电压、中频功率回零,再改变电容

扫一扫
联系人: 史总
手机: +86-15956158888
邮箱: hbpingxiang@126.com
地址: 中国·安徽·淮北市杜集经济开发区葛塘工业园
Copyright © 2024 淮北市平祥感应炉有限公司
服务热线: (086)0561-3919888 3919388
业务经理: +86-15956158888
办公地址: 中国·安徽·淮北市杜集经济开发区葛塘工业园
Copyright © 2024 淮北市平祥感应炉有限公司备案号:皖ICP备05020917号-1
 客服
客服